Introduction
In this unit you’ll be introduced to a key model in Process Safety: the ‘Swiss Cheese Model’, which can be used to represent the barriers that are constructed to prevent a Process Safety accident.
We look at how such barriers can be classified to enable their better design and maintenance.
3.1
Process Safety Barriers
The hierarchy of precautions
Process Safety
The building blocks of process safety – terms you should become familiar with.
Click on the tabs to reveal the different process safety terms.
Process Safety Terms
The tabs below contain some important advice and definitions, which you should read carefully, as they are closely linked to the learning process in this unit.
 Inherent Safety
Inherent Safety Prevent
Prevent Control
Control Mitigate
MitigateThis is the first thing to look at, in essence building safety into the process observing four key elements of minimise, substitute, moderate and simplify. It should look to identify if it is possible to operate with, say, less toxic material, safer or reduced materials or eliminate the process completely, thereby mitigating the effect of a release?
For example, the Bhopal plant produced methyl isocyanate as an intermediate product and the process could have been designed to operate with very small quantities in storage.
Similarly, an unnecessarily large amount of cyclohexane was held within the reaction process at Flixborough.
We will look at Inherent Safety further later in this course
The design of plants and its control systems should focus on preventing loss of containment, achieved by ensuring that processes are maintained within the safe operating envolope, this is achieved through multiple layers from engineering through to safe operating procedures.
If the process does extend outside of the safe operating envelope, how do you go about controlling it so it doesn’t become a major accident? These controls can come through a range of interventions triggered by operational personnel or independent safety systems.
For example a series of remote-operated shut off valves around a distillation column that contains an inventory of materials that would, if there’s a leak, quickly isolate all feeds in and products out, and rapidly vent the inventory to flare.
This element focuses on mitigating the consequences of an incident, and uses active and passive protection methods coupled with robust emergency response plan focused on protecting people and the environment.
3.2
Process Safety Barriers
The Swiss Cheese Model
Classifying safety barriers
The process safety barriers can be classified into three groups:
- Plant
- Process
- People
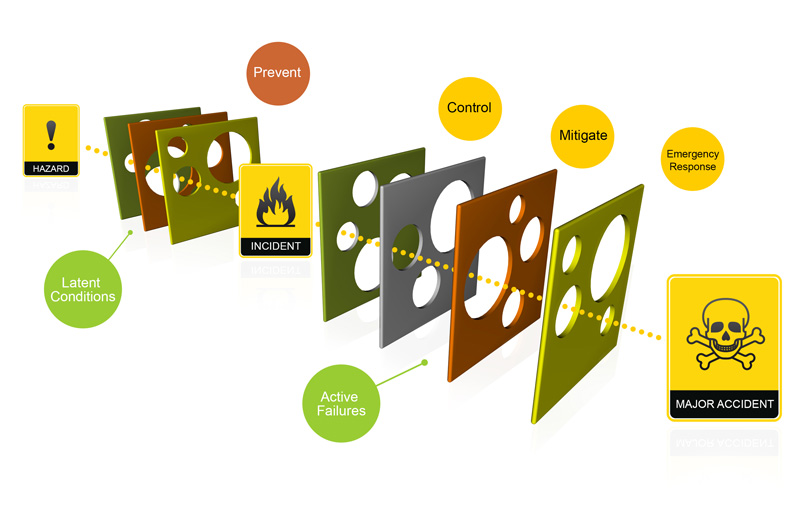
This can be represented using the “Swiss Cheese” model developed by James Reason and Dante Orlandella, it likens human systems to multiple slices of swiss cheese, stacked side by side. (See further reading).
The Swiss Cheese Model
 The Swiss cheese model focuses on the active and latent failures that are represented as ‘holes’ in the barriers and the potential for this ‘hole’ to be breeched, it is when these holes line up that the potential for a major accident increases as any deviation will push through all the barriers and result in the wider incident.
The Swiss cheese model focuses on the active and latent failures that are represented as ‘holes’ in the barriers and the potential for this ‘hole’ to be breeched, it is when these holes line up that the potential for a major accident increases as any deviation will push through all the barriers and result in the wider incident.
The hazard identification and risk management should identify suitable barriers (Slices of cheese) with minimising potential breech areas ensuring that potential breeches in one layer do not align with another. In other words, a problem won’t lead to a major incident because at least one barrier will prevent the problem from propagating further.
3.3
Process Safety Barriers
The Plant, the Process, and the People Barrier
Safety Critical Equipment
Key Risk Control Systems are those management systems used to effectively design, install, operate, inspect and maintain safety critical equipment. If any of these malfunctions, you no longer have the intended design integrity of the safety equipment.
The Plant, the Process, and the People Barrier
The Plant barrier: Safety Critical Equipment – in other words, those parts of a plant which prevent, control or mitigate Major Accident Hazards, and the failure of which could cause or contribute substantially to a major accident. This is the physical equipment, such as pressure vessels, control systems – typically, engineering equipment but it could also be computer software.
The Process barrier – effective definition of the key risk control systems. For example, effective definition of your Management of Change and Inspection systems.
The People barrier – effective implementation of the key risk control system – no matter how effectively the system, for example, Management of Change, is defined, it will not work unless it is effectively implemented by your staff and contractors ensuring they are well trained and motivated and that there are sufficient number of personnel as defined by the task.
3.4
Process Safety Barriers
The Plant, the Process, and the People Barrier
The 3 P's
Theory and practice - linking up terms and concepts with practical examples.
So, to reiterate, Process Safety Barriers, can be thought of as the 3 Ps.
Key Terms
The tabs below contain some important advice and definitions, which you should read carefully, as they are closely linked to the learning process in this unit.
 Plant
Plant Process
ProcessEnsuring that equipment is rigorously designed, installed, inspected and maintained such that the facility can be safely operated throughout its life.
Ensuring management systems are in place to safely design, install, inspect, maintain and operate the facility.
Ensuring that there are sufficient, well motivated, alert and competent staff, including contractors, to rigorously implement all the management systems required to safely design, install, inspect, maintain and operate the facility.
Remember the complacency factor that results from the relative infrequency of major incidents (see unit 1).
3.7
Process Safety Barriers
The Plant, the Process, and the People Barrier
Correct! Well done. Effective implementation of the key risk control system – no matter how effectively the system, for example, Management of Change, is defined, it will not work unless it is effectively implemented by your staff and contractors.
3.8
Process Safety Barriers
The Process Safety Barrier model
Latent Conditions and Active Failures
Latent Condition- a latent condition is one that is pre-existing on the plant, for example, the disabled high level shut-off switch at Buncefield, and at Texas City the people housed in temporary accommodation in an unsafe place.
Active Failures - active failure is the thing that happens on the day, for example, again, at Buncefield and Texas City, where they lost control of the tank and distillation column level, leading to overfilling and a release of material.
A useful exercise at this point would be to revisit the Texas City or Buncefield case studies to see how relevant they are to this. See Anatomy of a Disaster video.
3.10
Process Safety Barriers
The Process Safety Barrier model
Process Safety Management
Process Safety Management, like many other disciplines, relies heavily on empirical evidence.
Major incidents provide valuable information that can be used to lessen the likelihood of future disasters.
So let’s look, then, at typical major Process Safety Incident features.
Typical Major Process Safety Incident Features
They are normally multiple – in other words, many holes in the Swiss Cheese.
In most incidents there are normally plant, process and people failures.
A common feature of a major process failure incident is that there are people failures at a number of levels of the organisation.
Typically, the front line staff (operators and maintenance technicians) will have made errors – normally the active failures. These are called the immediate causes.
Often, over the longer term, management have made errors - for example, cutting budgets without the necessary thought at Texas City - creating a culture that allowed supervisors to go off-site, leaving inexperienced staff in charge: both examples of latent conditions. These are called the root causes.
Well done. You have reached the end of Part 3.
In this unit you have been introduced to a number of important concepts and terms related to Process Safety Management. You should make yourself familiar with all of them, as they are important building blocks in the process of acquiring knowledge and expertise in this field.